Категории
₽
Товары
₽
Ничего не найдено
Доставка
Обработка данных
Контакты
Фрезы
Сверла
Пластины
Вставки
Прошивки
Запчасти
Категории
₽
Товары
₽
Ничего не найдено
Войти
Заказы
Избранное
0
Корзина
Главная
Войти
Заказы
Избранное
0
Корзина
Фрезы
Сверла
Пластины
Вставки
Прошивки
Запчасти
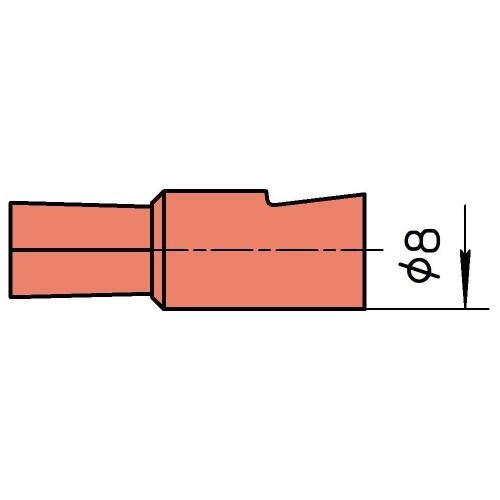
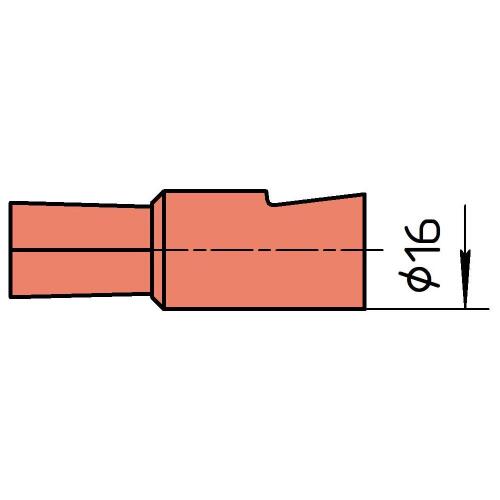
Прошивки
Прошивка ротационная
РП08
РП16
© 2026 ООО "АНКАА"
Информация
Доставка
Обработка данных
Контакты
141074, Московская область, Королёв, Пионерская улица, 30к7, офис 010
info@ancaa.ru